- 트리거는 테이블의 Data가 변경시에 사용한다.
- A Table의 트리거를 사용하여 B Table에 insert할 경우에는 B Table의 Primary key를 잘 선택 해야 한다.
- B Table의 Key로 인해서, Trigger의 동작이 Error나면, A Table의 Data도 insert되지 않는다.
- A Table의 트리거를 사용하여 Romote Server에 insert하지 않아야 한다.
- Connection이 끊어졌을경우, Trigger는 Error나게 되고, 소실된 Data를 찾을 수 없다.
- Remote서버에 insert할 경우에는 Procedure를 이용하여 작업한다.
1. 트리거(Trigger)란?

트리거(Trigger)란 영어로 방아쇠라는 뜻인데, 방아쇠를 당기면 그로 인해 총기 내부에서 알아서 일련의 작업을 실행하고 총알이 날아갑니다. 이처럼 데이터베이스에서도 트리거(Trigger)는 특정 테이블에 INSERT, DELETE, UPDATE 같은 DML 문이 수행되었을 때, 데이터베이스에서 자동으로 동작하도록 작성된 프로그램입니다. 즉! 사용자가 직접 호출하는 것이 아니라, 데이터베이스에서 자동적으로 호출하는 것이 가장 큰 특징입니다.
트리거(Trigger)는 테이블과 뷰 데이터베이스 작업을 대상으로 정의할 수 있으며, 전체 트랜잭션 작업에 대해 발생되는 트리거(Trigger)와 각행에 대해 발생되는 트리거(Trigger)가 있습니다.
2. 트리거(Trigger)가 적용되는 예
다음과 같은 상황에서 트리거(Trigger)를 사용할 수 있습니다. 어떤 쇼핑몰에 하루에 수만 건의 주문이 들어옵니다. 주문데이터는 주문일자, 주문상품, 수량, 가격이 있으며, 수천명의 임직원이 일자별, 상품별 총 판매수량과 총 판매가격으로 구성된 주문 실적을 실시간으로 온라인상에 조회를 했을 때, 한사람의 임직원이 조회할 때마다 수만 건의 데이터를 읽고 계산해야합니다. 만약 임직원이 수만명이고, 데이터가 수백만건이라면, 또 거의 동시다발적으로 실시간 조회가 요청된다면 시스템 퍼포먼스가 떨어질 것입니다.
따라서! 트리거(Trigger)를 사용하여 주문한 건이 입력될 때마다, 일자별 상품별로 판매수량과 판매금액을 집계하여 집계자료를 보관하도록 만들어보겠습니다. 먼저 관련된 테이블을 생성해보겠습니다.

테이블은 다음과 같습니다. 주문정보테이블에 실시간으로 데이터가 입력될 때마다 트리거가 발동되어 자동으로 일자별판매집계테이블에 일자별, 상품별 판매수량과 판매금액을 계산해 업데이트 하는 작업을 하도록 하고, 사용자들은 미리 계산된 일자별판매집계테이블을 조회하게 하여 실시간 조회를 지원하게 하는 것입니다.
3. 트리거(Trigger) 구현
자, 이제 2개 테이블을 CREATE, DDL을 통해 만들어보겠습니다.
CREATE TABLE ORDER_LIST(
ORDER_DATE CHAR(8) NOT NULL,
PRODUCT VARCHAR2(10) NOT NULL,
QTY NUMBER NOT NULL,
AMOUNT NUMBER NOT NULL
);
CREATE TABLE SALES_PER_DATE(
SALE_DATE CHAR(8) NOT NULL,
PRODUCT VARCHAR2(10) NOT NULL,
QTY NUMBER NOT NULL,
AMOUNT NUMBER NOT NULL
);
SELECT *
FROM ORDER_LIST
SELECT *
FROM SALES_PER_DATE
조회를 해보면 다음과 같습니다.


아직 2개 테이블다 데이터가 없음을 확인할 수 있습니다.
이제 트리거(Trigger)를 만들어 보겠습니다. 트리거(Trigger)를 구현하기 위해 우선 절차형 SQL과 PL/SQL을 알아야합니다. 절차형 SQL과 PL/SQL은 따로 글을 올리도록 하고, 오늘은 절차형 SQL과 PL/SQL을 안다는 전제하에 트리거(Trigger)를 구현해보겠습니다.

트리거(Trigger) 처리 절차를 설명하면 다음과 같습니다.
8 ~ 14 Line
Trigger를 선언합니다.
order_list 테이블에 insert가 발생하면 그 이후 each row 즉 각 행에 해당 트리거(Trigger)를 적용한다라는 뜻입니다. 또한, declare 선언문에는 변수를 선언합니다. order_list 테이블에 있는 order_date, product Type에 맞게 o_date, o_prod 변수를 선언합니다.
15 ~17 Line
new 는 트리거(Trigger)에서 사용하는 구조체 입니다. new는 새로 입력된 레코드 값을 담고 있습니다.
o_date 에 새로 들어온 order_date 값을 , o_prod 에 새로 들어온 product 값을 저장합니다.
18 ~ 26 Line
sales_per_date 테이블에 update 구문을 실행하는데, 기존에 있는 qty, amount 를 누적합해서 다시 Set 합니다. 여기서 where문을 통해 현재 새로 들어온 날짜과 상품이 일치하는 데이터만 해당 update문을 실행하도록 조건을 걸었습니다.
또한 만약 해당 조건에 모두 해당되지 않는다면, if sql%notfound 구문이 실행됩니다. 기존에 있던 레코드 값이 아니고 전혀 새로운 레코드이기 때문에 insert 구문을 통해 새로 들어온 데이터를 새로 삽입합니다.
끝으로 / 부분은 트리거(Trigger)를 실행하는 실행명령어입니다.
위 구문을 실행하면, 이제 2개 테이블에 트리거(Trigger)가 적용된 것입니다.
이제 order_list 테이블에 레코드를 insert 해서 sales_per_date 테이블에 트리거(Trigger)가 자동으로 동작하여, 데이터 값을 자동으로 계산하고 반영하는지 확인해보겠습니다!
ORDER_LIST 테이블에 아래와 같이 데이터 값을 삽입해보겠습니다.
-> INSERT INTO ORDER_LIST VALUES('20120901','MONOPACK',10,300000)
삽입후 ORDER_LIST, SALES_PER_DATE 테이블 조회를 해보겠습니다.
ORDER_LIST 정상적으로 값이 삽입되었습니다.

트리거에 의해서 SALES_PER_DATE 에도 정상적으로 값이 삽입되어있습니다.

자. 다시한번 값을 삽입하고 테이블을 확인해보겠습니다.
-> INSERT INTO ORDER_LIST VALUES('20120901','MONOPACK',20,600000);
ORDER_LIST 를 조회하면 지금까지 삽입한 값들이 리스트로 있습니다.

SALES_PER_DATE 테이블은 트리거에 의해서 주문날짜별 상품별 물량과 가격이 합산되어 업데이트 되어있음을 확인할 수 있습니다.

4. 트리거(Trigger)와 트랜잭션(Transaction)의 상관관계
이번에는 다른 상품으로 주문 데이터를 입력한 후 두 테이블의 결과를 조회해보고 트랜잭션을 ROLLBACK 해보겠습니다. 판매 데이터의 입력취소가 일어나면, 주문 정보 테이블(ORDER_LIST)과 판매 집계테이블(SALES_PER_DATE )에 동시에 입력(수정) 취소가 일어나는지 확인해보기 위함입니다.
-> INSERT INTO ORDER_LIST VALUES('20120901','MULTIPACK',10,300000);
ORDER_LIST 에 정상적으로 판매 데이터가 삽입되었습니다.

SALES_PER_DATE 테이블은 트리거에 의해 판매날짜별, 상품별 누적 물량과 가격이 업데이트 되었습니다.

이제 ROLLBACK; 명령어를 실행해보겠습니다.
ORDER_LIST 테이블에 방금 삽입한 판매데이터가 취소되었습니다.

SALES_PER_DATE 테이블에도 똑같이 트리거로 입력된 데이터 정보까지 하나의 트랜잭션으로 인식하여 입력 취소가 되었습니다.

즉, 트리거는 데이터베이스에 의해 자동 호출되지만 결국 INSERT, UPDATE, DELETE 구문과 하나의 트랜잭션 안에서 일어나는 일련의 작업들이라 할 수 있다.
(추가로 트리거는 Begin ~ End 절에서 COMMIT , ROLLBACK 을 사용할 수 없다.)
'ForBeginner' 카테고리의 다른 글
| 2-2. Types of Sensors (0) | 2021.05.18 |
|---|---|
| 8-7. MSSQL(View) (0) | 2021.05.18 |
| 8-2-1. MSSQL (Join) (0) | 2021.05.17 |
| 8-2. MSSQL(Group by, Having) (0) | 2021.05.17 |
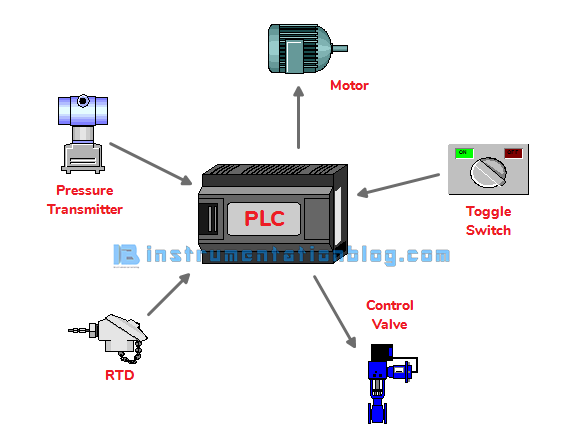
| 3-0. 왜 PLC의 이해가 필요한가? (0) | 2021.05.15 |